-
FREE MEMBER
NO Posting or PM's Allowed

-
11-28-2009 04:30 PM
# ADS
Friends and Sponsors

-
Banned

Trying very hard to not scare the flora and the fauna “again”. ")
If you don't like Prvi Parizan boat tails..........Just buy new Prvi empty cases and load flat base bullets.
As you can see below I shoot and reload BOTH types.

-
-
FREE MEMBER
NO Posting or PM's Allowed

I continue to learn. Thank You Mr. Horton
-
Legacy Member

Why is the Mk7 still king @ 1000yds. Highland 174gn BT ( privi ) run thru a die to open the base out to a Mk7 spec for those rifles that dont like BTs. The Mk7 is really an open base not a flat base. I have picked up many projectiles from the butts and can say that the open based BTs dont swell enough to have the same bearing surface as a Mk7.The flat based projectiles have to be a little larger than Mk7 to work as well
-
-
FREE MEMBER
NO Posting or PM's Allowed
The rebated boat-tail is a great round design. It has the advantages of both a flat base and Conventional boat -tail. The advantage of the conventional boat-tail is seen at long ranges. Its designed to reduce drag and has the advantages of higher velocity and energy at the longer ranges compared to the flat base design. Its disadvantage is, as Mr. Horton said, The gas passes over the round, often causing the Conventional boat-tailed round to fly through its own muzzle blast. The thing to keep in mind is that you normally dont see the advantages of the conventional boat-tail until it passes from the supersonic state to the subsonic state. (read- Extreme Long Distance).
-
FREE MEMBER
NO Posting or PM's Allowed

Well ... didn't expect two pages 
Thanks all.
Bottom line ... I ain't gonna worry about it. I have about 120 Prvi/Wolf/nny/PPU cases from about ... maybe 5 different rifles. I keep them separate and just neck re-size. I'll keep buying new and reload what I have and be happy.

-
FREE MEMBER
NO Posting or PM's Allowed

In addition to the excellent information provided by Mr. Horton one must also look at the ordinance steel used by the various countries and classes of arms. 4140, 4145, and 4150 ordinance steels are the three most common. 4140 is the cheapest, easiest to machine but has the least resistance to flame cutting and erosion. 4150 is hard to machine but has a very high resistance to wear, heat, and erosion. 4145 is a compromise. 4150 is spec in weapons with a high cyclic rate of fire. A clear example of the difference of these steels can be seen and felt by trying to deflect the barrel of a unstocked Garand and an unstocked Enfield. The Enfield barrel will deflect much more than the Garand. I do not have the spec info for the Enfield but perhaps the good Captain will weigh in with the number. I am thinking it maybe around 4140 or a bit less, 4135. 4150 is by design much more immune to the effect of gas leakage around boat tail bullets. Another issue that comes up with 2 land 2 groove barrels and BT bullets I think has more to do with dimensions, bullet upset, and bearing surface. Of the limited number of these barrels I have examined or been given the info on they fall into the dimensions of .3055 to .307 bore and 316 to 318 groove. Even for a bullet as large a .312 the full bearing surface is needed for there to be enough material to be upset to fill the .316 to .318 groove. If a BT is used the amount of available material to be swedged to fill the groove is reduced and blow by happens. With the colder burning powders now used this may not cause erosion like that of the past but the blow by cuts the bullet jacket and more importantly vents the muzzle beside the bullet causing pressure zones that tip the bullet off axis and cause erratic bullet flight.
and an unstocked Enfield. The Enfield barrel will deflect much more than the Garand. I do not have the spec info for the Enfield but perhaps the good Captain will weigh in with the number. I am thinking it maybe around 4140 or a bit less, 4135. 4150 is by design much more immune to the effect of gas leakage around boat tail bullets. Another issue that comes up with 2 land 2 groove barrels and BT bullets I think has more to do with dimensions, bullet upset, and bearing surface. Of the limited number of these barrels I have examined or been given the info on they fall into the dimensions of .3055 to .307 bore and 316 to 318 groove. Even for a bullet as large a .312 the full bearing surface is needed for there to be enough material to be upset to fill the .316 to .318 groove. If a BT is used the amount of available material to be swedged to fill the groove is reduced and blow by happens. With the colder burning powders now used this may not cause erosion like that of the past but the blow by cuts the bullet jacket and more importantly vents the muzzle beside the bullet causing pressure zones that tip the bullet off axis and cause erratic bullet flight.
-
Legacy Member

Enfield Material Specifications - cannot remember where it came from.
Specification No S.A./462 P, being for Rifle's No1 Mklll, with bantam long, normal and short butt (S.M.L.E., .303-in. With cut-off.)
Refers to 57/Spefns/3866 Approved 14. 12. 1938
Received by somebody careless on 19 JUN 1939
And it says:
Body -- Steel. B.S.S.5005/401 -- Partially oil hardened, tempered and browned.
Barrel -- Steel. D.D.8 -- (Heat treated)
Bolt, Breech -- Steel. D.D.8 -- Oil-hardened, tempered, polished and browned or oil-blacked.
Head, breech bolt -- Steel B.S.S.5005/103 -- Case hardened and polished
Further, on page 8 it states: "If the bolt-head be made of mild steel it is to be marked with the letter "M" on the top of the wing."
NOTE: earlier specifications (S.A./242 for Rifle, Short, Magazine, Lee-Enfield (Mark 1). |C.|) 13th July 1903, called for the bolt-head to be made from malleable cast-iron, specifically 34F Special gun iron, case hardened.
Regarding barrel proof, refer to page 12:
(g) Proof. - The barrel will be submitted with the action attached for proof. The distance from end of bolt to face of barrel will be tested with a cartridge head gauge .067-inch. The proof will then be carried out with a proof cartridge, the charge being about 33 grains of No.3 cordite, having a service bullet of 215 grains, giving a mean pressure not below 24 tons per square inch, after which the action will be examined; and the barrel, body, and bolt head will be marked with the proof mark."
Yes there is that problem about what a material actually is. In an annexe to Specification No.S.A./242 for the MK1 SMLE, 13th. July 1903, there are descriptions of various materials.
For example:
""Iron, Gun, Special"
The iron must be clean, ((free from all impurities (struck out)) and free from small "greys". as the slightest imperfection shows irself when the material is polished and case hardened.
The ultimate tensile strength per square inch must not be less than 22 tons, with a minimum permanent elongation of 12 per cent. and a minimum contraction of area at point of fracture of 45 per cent.
The material for the screws, butt plate, must be cold drawn."
(Not much to go on there!!)
This material is specified for:
Bolt head,
Bolt head charger guide (remember, this is a Mk1 SMLE)
Bolt, stock
Washer, stock bolt.
However, the bolt body is to be made from Steel, 56A 42.
"Specification O.F., 56A 42
To be cast steel, free from seams and flaws, to harden in oil, and temper suitably for these components.
An analysis of the steel should show a composition as follows:-
Carbon ... ... ... from 0.67 to 0.77 per cent.
Silicon ... ... ... " " 0.15 " 0.25 " "
Manganese ... ... " " 0.80 " 1.00 " "
Phosphorus ... ... not to exceed 0.04 " "
Sulphur ... ... ... " " " 0.04 " "
Copper and other impurities, only traces.
To contain no special ingredient such as chromium, nickel, etc. without intimation of their presence.
Standard test pieces, four inches long, will be made from various bars selected indiscreiminately.
The result of such test to be as follows:-
Yield point per square inch ... ... not below 26 tons.
Ultimate stress per square inch ... " " 55 "
Extension per cent. in four inches ... " " 11
Contraction at area per cent. ... ... " " 20
All steel employed in fulfilling this specification must be manufactured from Swedish or other high class approved ores only.
56A 42 was also used for:
Aperture sight
Barleycorn, foresights
Catch, magazine
Cocking piece
Locking bolt
Locking bolt safety catch
Sight, back, slide catch
Trigger
The 1921 drawing for the bolt head refers to a specification document, S.A./1117 B, R.S.A.F. 3095(1) which, unfortunately, I do not have.
The drawing has a number of interesting details:
1. The rear of the threaded portion still shows the notch for the early type striker as opposed to the later and better known "Striker B".
2. The material is simply noted as being "wrought iron, or mild steel, case hardened and polished"
3. Referring to the qualified 20 TPI threaded section: "NOTE! For spares - Qualify between 9deg and 13deg in advance of new component".
There are components and components, obviously.
Not only all that, but in the good old days, before fancy pyrometers and other nifty toys, "Cherry red" on a heat treatment specification could be quite different between day shift on a sunny day and the night shift or on a heavily overcast day. And doing this work under war time duress could easily account for such nasties as the "burnt" and extremely brittle cocking pieces occasionally found on No4 rifles, amongst other things.
-
-

Originally Posted by
Edward Horton

Trying very hard to not scare the flora and the fauna “again”.
Thank you Ed ... 
Regards,
Badger
-
-
Banned
Regarding barrel proof, refer to page 12:
(g) Proof. - The barrel will be submitted with the action attached for proof. The distance from end of bolt to face of barrel will be tested with a cartridge head gauge .067-inch. The proof will then be carried out with a proof cartridge, the charge being about 33 grains of No.3 cordite, having a service bullet of 215 grains, giving a mean pressure not below 24 tons per square inch, after which the action will be examined; and the barrel, body, and bolt head will be marked with the proof mark."
Alan thank you for posting the above information, more of the Enfield puzzle is coming together. In my collection of Enfield data it stated that if the bolt closed on a .067 head space gauge after firing the proof test round, the rifle failed proof testing due to excess bolt setback. An oiled cartridge DOUBLES the force placed on the bolt when firing a cartridge.
24 tsi (tons per square inch) equals 60,000 CUP to 65,000 CUP in American radial copper crusher proof pressure testing methods with an oiled proof test cartridge.
18.5 tsi or normal operation cartridge pressure = 46,000 CUP (American pressure testing method)
Cartridge Pressure Standards
"In Britain, a third set of crusher standards were developed, using a "base" crusher. The crusher was a short, thick tube placed behind a piston at the base of the cartridge, and the firing pin passed through the center. The cartridge case was well oiled before firing, to minimize cling to the chamber walls (if not oiled, the indicated pressures were about 25% lower). To prevent case rupture on set back of the base, the crusher was first deformed in a press to a pressure a bit lower than that expected in firing. The units were generally stated in British long tons per square inch, or tsi. Pressures indicated by this method run 10 to 20% below those indicated by radial crushers.(U.S. testing method) Kynamco in England still rates their production cartridges with this method. (axial or base crusher method)"
British long ton multiply by 2240 plus multiply again by 1.1 to .1.2 to convert to American copper crusher pressure figures.
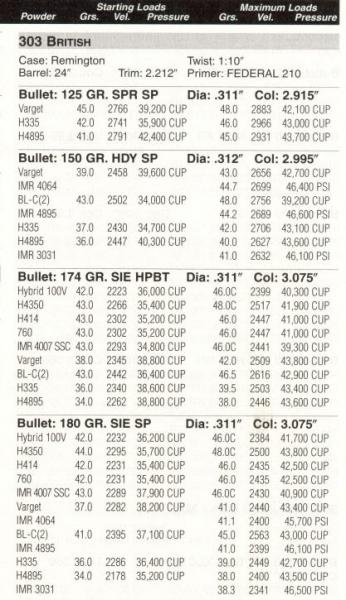
Below, ever wonder "why" American .303 cases fall apart when loaded to over 43,000 CUP? Hodgdon, Remington, Winchester pamphlet reloading pressures figures.
I call this the “British Axial Enfield Inch”











 Register To Reply
Register To Reply










