






Shooting the Vetterli
By the time I had spent three hours at a Massachusetts gun show, I was about ready to give up when a curly triggerguard attached to a dirty old rifle caught my eye. Ten minutes later I was on my way home with an 1878 Vetterli. Once the accumulated dirt and dust came off, I found I had as pristine a specimen as I've seen outside a museum.
Now what? I'm a shooter - not a pure collector. First I went to find the websites on centerfire conversion. The methods described seemed like more modification than I like to make on a classic like the M1878. I knew I was going to have to make a hole in the bolt face, but I didn't like the idea of drilling the striker or grinding up the original firing pin (even after I found a spare under the buttplate).
It appeared to me that a centerfire firing pin on the same principle as the rimfire pin(s) might work. I grabbed an old Volkswagen bolt and started drilling, grinding and filing. Two hours later I had a firing pin that would slip into the new hole in the bolt and was long enough to be retained by the striker in the same way as the rimfire pin was.
Here's the rimfire pin, the centerfire pin, striker, and bolt.

Now I needed some ammunition. I'd heard 45/70 would work, but the information on the web suggested .348 Winchester brass. OK, I had 10 new .348 cases lying around from making Lebel rounds.
Everything I saw suggested expensive custom loading dies. No thanks! This rifle's bore measures .430" - same as .44 S&W Russian/Special/Magnum. I ran a .348 case into a .44 Mag sizer die until a second shoulder was formed where it needs to be to fit into the Vetterli chamber.
The .348 cases were just a little too snug in the chamber and needed to have about .002" filed off the base 1/4" forward of the rim. This was easily done by hand with a little safe-edge file (Swiss, of course).
Then I sawed off the .348 a little longer than 38mm, put a .425 pilot in the trimmer and cut the new ".44" neck to give a length of 1.55". After deburring, .430" bullets were a good fit, no expander needed.

1. .348 Winchester partially sized in .44 die.
2. Trimmed, filed, fireformed case (and scrap).
3. Loaded round with .430" semi-wadcutter.
4. Fireformed round made from 45/70 - too ugly even for me!
This all turned out much easier than I expected - and a whole lot cheaper than those custom dies. I fired ten loads with the 250 grain SWC and 12 grains of Unique and grouped about 4" at 50 yards - and 20" above point of aim. (The lowest setting on the 1878 sights is 225 meters.) Later I reloaded the 10 cases with 13.5 grains Unique - no sizing needed - and clocked them at 1450 fps.
I needed a mould for a longer bullet to be able to use the magazine, OAL being critical to the Vetterli's "primitive" feed mechanism. Eventually I designed a modernized copy of the Swiss 1871 bullet design and had a custom mould made that has worked very well, even helping me to a silver medal at the First Annual Springfield/Military Bolt Rifle Match held at Camp Perry. For magazine use, bullets should be firmly crimped.

--------------------------------------------------------------------------------
Here are details of the centerfire conversion.
First thing is to drill the bolt. A little off-center is OK but not more that .010" or so. Best is to drill from the back end of the bolt with drill mounted in a long rod shaped like the Vetterli striker but this is a lot of work and I'm lazy.
The other choice is to drill from the front. First rig up a small center punch to fit in a deprimed case that fits the rifle. Center it with masking tape wrapped around or whatever. Chamber this rig. Close the bolt. Give the punch a light rap with a rod inserted from the muzzle. If your punch is good, you'll have a neatly centered dimple to start your drill. (Don't pick a case with an offset flash-hole!)
Put the stripped bolt in a drill-press vise, make sure everything's square and drill through with a high-speed bit. I used .085" but bigger up to about .10 would be OK. I've noticed most original blackpowder cartridge rifles have BIG firing pins, like shotguns still do.
The Vetterli bolt is easy to drill with a good steel bit. Some cutting oil and a slow speed helps keep cool. Stone off any burrs on the bolt face around the hole but don't chamfer or take any material off the face.
The pin itself is a job! (But see more below for an easier way.) I started off with an automotive bolt with about an inch of unthreaded shank, cut the head and threads off leaving a piece of 3/8" steel rod about an inch long. Any tough steel rod that size would work fine. Whatever you use has to be soft enough to drill but hard enough to make a strong pin. Auto bolts for engine and suspension applications are usually pretty good stuff and easy to find.
Next step was to drill a hole in one end of the rod that will be a slip fit for the end of the striker. My striker measures about .180" and I drilled .185". Drill to about 3/8" deep. If you can, drill or mill the bottom of the hole flat. Use the rimfire striker as a model.
Now chuck the drilled end of the rod in a lathe. No lathe? Me neither, I chucked it in a portable drill and spun it against a bench grinder (fine grit wheel). Turn, file or grind the undrilled end of the rod down until it is a slip fit in the firing pin hole drilled in the bolt. This pin end should be about 4/10" long. Round the end as smoothly as possible.
Then you take this now 2-diameter rod and grind or file the big end flat, taking equal amounts off opposite sides until the flats break through to the drilled hole and the thickness is a slip fit in the slot in the bolt (about .170").
The result is a "Y" shaped part an inch long. Looking at the rear end of the rimfire pin gives an idea how to grind/file a compound radius on the back to enable the pin to just enter the back end of the drilled hole in the bolt while the flat part of the piece slips into the slot.
That slot is about .850" long. My finished piece is .870" long - just enough to keep it from having both ends free at the same time. As long as the striker rod is in assembled position, it can't fall out.
By removing material from the back of the piece, it will eventually be able to "tip" into the slot after placing the rounded end of the pin into the pin hole in the bolt.
Now slip the striker into the bolt and push it all the way forward. Unless, like me, you drilled the hole in the back of your new firing pin too deep, you will now be able to adjust the pin protrusion by drilling that hole a little deeper (.050" protrusion seems about right for the Vetterli.)
Note that the wide flat part of the new piece doesn't contact the front of the slot. The pin is intended to "float" and will hit only the primer. I don't dry-fire mine but let the striker down gently by closing the bolt on an empty chamber with the trigger pulled or by using a fired case as a "snap cap".
Because I didn't drill that .185" hole with a flat-end bit, the conical end of the hole peened a bit deeper after about 10 shots and I lost sufficient protrusion to fire. I corrected this by flattening a .177" cal. steel BB enough to be a drive fit in the hole, dressing it down to a .030" thick wafer and driving it to the bottom of the hole.
I'm sure it would be much easier to drill the end of the striker rod and silver-solder in a pin. I just didn't want to do anything non-reversible. (That hole in the bolt face is easy to fill by tapping it part way for a screw which is then turned tight into the hole and dressed flush - just in case someone decides to start selling fresh .41 Swiss rimfire ammo down at the corner gunshop!)
--------------------------------------------------------------------------------
Later I found an easier way to make the centerfire pin - as an assembly instead of one piece.

Drill the hole in the bolt face somewhere between .072" and .080". (Depends on what drills you have - #49 is .073", 5/64" is .0781" ).
Instead of starting with a 1" long rod and turning half of it down to make a pin, start with a .6" long rod. Drill the .185" hole to a depth of .45". Don't bother with a flat-ended bit. Take the .185" bit out of the chuck and replace with a .069" bit. Drill right through with this bit. (This is somewhere between a #51 and a #50 bit - not really critical.)
(You could also use 1/4" flat stock instead of a round rod and save some work flattening it. Material quality is less critical now since there will be little stress on this part. It's just a holder for the separate pin.)
Dress the rod flat, as described previously, to a thickness of .175" or a slip fit in the bolt's slot. Grind/file a radius on each end of the part, leaving it .560" long.
Take an RCBS "headed" decapping pin (which measures .069" on the shank and .14" on the head) and shorten the small end until the pin measures about .580" overall. Make a nice rounded end and drive it through the .069" hole at the bottom of the .185" hole. Stake the pin in with a rounded 1/8" punch on both flats.
Now grind the compound radius clearance bevel on one side of the back end of the "pin holder", tip the firing pin assembly into the bolt, put the bolt handle on the bolt in the "fire" position and insert the striker all the way forward. Adjust the pin protrusion to .050" by trimming and rounding the tip of the pin.

This takes about 1/4 the time compared to making the pin in one piece. The decapping pins are cheap and can be replaced easily by driving and staking in a new one.
Warning: experimenting with various centerfire firing pin configurations, I was able to create a hazardous condition that should be avoided.
If making a centerfire pin assembly as described above, be sure there is no condition under which the assembly can wedge against the cocked striker with the pin protruding from the bolt face. Such a condition could result in firing out-of-battery.
This condition can be easily avoided by making sure the completed assembly is no more than 0.90" long AND that with the striker in cocked position there is clearance between the flat end of striker and the centerfire pin assembly when the front of the pin is positioned flush with the bolt face. If you're not sure about avoiding this hazard, please try one of the other conversion methods described elsewhere.
The point where clearance is essential is indicated below:

Additional insurance is to cut a significant chamfer at the back of the assembly where the striker enters and to make sure the flat end of the striker has a nice smooth rounded edge.
--------------------------------------------------------------------------------
Since there's possibly some confusion about critical dimensions, I'll go over them in detail below -
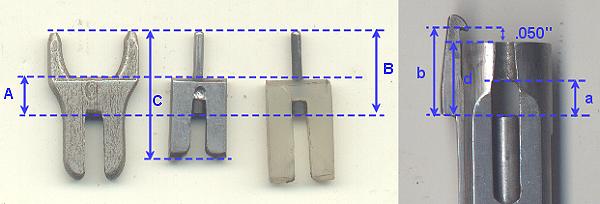
Shown above are an original M78 RF pin, an all-metal CF pin/holder assembly, and a Nylon pin holder with steel pin. The first critical dimension is the clearance from the front of the uncocked striker to the rear of the bolt web (a). The distance from the front of the firing pin "body" to the rear impact surface of the firing pin (A) must be no greater than the space it will occupy in the bolt. If it is, the striker will come to rest on the firing pin rather than on its cocking shoulders - making it possible to fire with the bolt not fully locked.
Firing pin protrusion depends on the length of the pin itself (B) and should be no more than the distance from the uncocked striker to the bolt face (d) plus about .050" - for the total shown at (b). Note that this is the same as on the rimfire pin.
If a rigid metal CF pin (one-piece or two) is used, its overall length (C) should be less than the distance from the cocked striker to the bolt face (c - below) to preclude any chance the pin will become wedged in front of the striker with its tip protruding from the bolt face (which could cause a slam-fire).

The Nylon pin holder was very easy to make (from a "Nylabone Pet Pacifier"). The small hole for the RCBS headed decapping pin was drilled smaller (.065") than the pin itself (.070"), for a reasonably tight friction fit - while still allowing it to be retracted as shown below for insertion in the bolt slot.

Because of the slightly flexible material, the Nylon holder is probably less critical about clearances. It's not rigid enough to allow the pin to jam in a hazardous position.
By the time I had spent three hours at a Massachusetts gun show, I was about ready to give up when a curly triggerguard attached to a dirty old rifle caught my eye. Ten minutes later I was on my way home with an 1878 Vetterli. Once the accumulated dirt and dust came off, I found I had as pristine a specimen as I've seen outside a museum.
Now what? I'm a shooter - not a pure collector. First I went to find the websites on centerfire conversion. The methods described seemed like more modification than I like to make on a classic like the M1878. I knew I was going to have to make a hole in the bolt face, but I didn't like the idea of drilling the striker or grinding up the original firing pin (even after I found a spare under the buttplate).
It appeared to me that a centerfire firing pin on the same principle as the rimfire pin(s) might work. I grabbed an old Volkswagen bolt and started drilling, grinding and filing. Two hours later I had a firing pin that would slip into the new hole in the bolt and was long enough to be retained by the striker in the same way as the rimfire pin was.
Here's the rimfire pin, the centerfire pin, striker, and bolt.
Now I needed some ammunition. I'd heard 45/70 would work, but the information on the web suggested .348 Winchester brass. OK, I had 10 new .348 cases lying around from making Lebel rounds.
Everything I saw suggested expensive custom loading dies. No thanks! This rifle's bore measures .430" - same as .44 S&W Russian/Special/Magnum. I ran a .348 case into a .44 Mag sizer die until a second shoulder was formed where it needs to be to fit into the Vetterli chamber.
The .348 cases were just a little too snug in the chamber and needed to have about .002" filed off the base 1/4" forward of the rim. This was easily done by hand with a little safe-edge file (Swiss, of course).
Then I sawed off the .348 a little longer than 38mm, put a .425 pilot in the trimmer and cut the new ".44" neck to give a length of 1.55". After deburring, .430" bullets were a good fit, no expander needed.
1. .348 Winchester partially sized in .44 die.
2. Trimmed, filed, fireformed case (and scrap).
3. Loaded round with .430" semi-wadcutter.
4. Fireformed round made from 45/70 - too ugly even for me!
This all turned out much easier than I expected - and a whole lot cheaper than those custom dies. I fired ten loads with the 250 grain SWC and 12 grains of Unique and grouped about 4" at 50 yards - and 20" above point of aim. (The lowest setting on the 1878 sights is 225 meters.) Later I reloaded the 10 cases with 13.5 grains Unique - no sizing needed - and clocked them at 1450 fps.
I needed a mould for a longer bullet to be able to use the magazine, OAL being critical to the Vetterli's "primitive" feed mechanism. Eventually I designed a modernized copy of the Swiss 1871 bullet design and had a custom mould made that has worked very well, even helping me to a silver medal at the First Annual Springfield/Military Bolt Rifle Match held at Camp Perry. For magazine use, bullets should be firmly crimped.
--------------------------------------------------------------------------------
Here are details of the centerfire conversion.
First thing is to drill the bolt. A little off-center is OK but not more that .010" or so. Best is to drill from the back end of the bolt with drill mounted in a long rod shaped like the Vetterli striker but this is a lot of work and I'm lazy.
The other choice is to drill from the front. First rig up a small center punch to fit in a deprimed case that fits the rifle. Center it with masking tape wrapped around or whatever. Chamber this rig. Close the bolt. Give the punch a light rap with a rod inserted from the muzzle. If your punch is good, you'll have a neatly centered dimple to start your drill. (Don't pick a case with an offset flash-hole!)
Put the stripped bolt in a drill-press vise, make sure everything's square and drill through with a high-speed bit. I used .085" but bigger up to about .10 would be OK. I've noticed most original blackpowder cartridge rifles have BIG firing pins, like shotguns still do.
The Vetterli bolt is easy to drill with a good steel bit. Some cutting oil and a slow speed helps keep cool. Stone off any burrs on the bolt face around the hole but don't chamfer or take any material off the face.
The pin itself is a job! (But see more below for an easier way.) I started off with an automotive bolt with about an inch of unthreaded shank, cut the head and threads off leaving a piece of 3/8" steel rod about an inch long. Any tough steel rod that size would work fine. Whatever you use has to be soft enough to drill but hard enough to make a strong pin. Auto bolts for engine and suspension applications are usually pretty good stuff and easy to find.
Next step was to drill a hole in one end of the rod that will be a slip fit for the end of the striker. My striker measures about .180" and I drilled .185". Drill to about 3/8" deep. If you can, drill or mill the bottom of the hole flat. Use the rimfire striker as a model.
Now chuck the drilled end of the rod in a lathe. No lathe? Me neither, I chucked it in a portable drill and spun it against a bench grinder (fine grit wheel). Turn, file or grind the undrilled end of the rod down until it is a slip fit in the firing pin hole drilled in the bolt. This pin end should be about 4/10" long. Round the end as smoothly as possible.
Then you take this now 2-diameter rod and grind or file the big end flat, taking equal amounts off opposite sides until the flats break through to the drilled hole and the thickness is a slip fit in the slot in the bolt (about .170").
The result is a "Y" shaped part an inch long. Looking at the rear end of the rimfire pin gives an idea how to grind/file a compound radius on the back to enable the pin to just enter the back end of the drilled hole in the bolt while the flat part of the piece slips into the slot.
That slot is about .850" long. My finished piece is .870" long - just enough to keep it from having both ends free at the same time. As long as the striker rod is in assembled position, it can't fall out.
By removing material from the back of the piece, it will eventually be able to "tip" into the slot after placing the rounded end of the pin into the pin hole in the bolt.
Now slip the striker into the bolt and push it all the way forward. Unless, like me, you drilled the hole in the back of your new firing pin too deep, you will now be able to adjust the pin protrusion by drilling that hole a little deeper (.050" protrusion seems about right for the Vetterli.)
Note that the wide flat part of the new piece doesn't contact the front of the slot. The pin is intended to "float" and will hit only the primer. I don't dry-fire mine but let the striker down gently by closing the bolt on an empty chamber with the trigger pulled or by using a fired case as a "snap cap".
Because I didn't drill that .185" hole with a flat-end bit, the conical end of the hole peened a bit deeper after about 10 shots and I lost sufficient protrusion to fire. I corrected this by flattening a .177" cal. steel BB enough to be a drive fit in the hole, dressing it down to a .030" thick wafer and driving it to the bottom of the hole.
I'm sure it would be much easier to drill the end of the striker rod and silver-solder in a pin. I just didn't want to do anything non-reversible. (That hole in the bolt face is easy to fill by tapping it part way for a screw which is then turned tight into the hole and dressed flush - just in case someone decides to start selling fresh .41 Swiss rimfire ammo down at the corner gunshop!)
--------------------------------------------------------------------------------
Later I found an easier way to make the centerfire pin - as an assembly instead of one piece.
Drill the hole in the bolt face somewhere between .072" and .080". (Depends on what drills you have - #49 is .073", 5/64" is .0781" ).
Instead of starting with a 1" long rod and turning half of it down to make a pin, start with a .6" long rod. Drill the .185" hole to a depth of .45". Don't bother with a flat-ended bit. Take the .185" bit out of the chuck and replace with a .069" bit. Drill right through with this bit. (This is somewhere between a #51 and a #50 bit - not really critical.)
(You could also use 1/4" flat stock instead of a round rod and save some work flattening it. Material quality is less critical now since there will be little stress on this part. It's just a holder for the separate pin.)
Dress the rod flat, as described previously, to a thickness of .175" or a slip fit in the bolt's slot. Grind/file a radius on each end of the part, leaving it .560" long.
Take an RCBS "headed" decapping pin (which measures .069" on the shank and .14" on the head) and shorten the small end until the pin measures about .580" overall. Make a nice rounded end and drive it through the .069" hole at the bottom of the .185" hole. Stake the pin in with a rounded 1/8" punch on both flats.
Now grind the compound radius clearance bevel on one side of the back end of the "pin holder", tip the firing pin assembly into the bolt, put the bolt handle on the bolt in the "fire" position and insert the striker all the way forward. Adjust the pin protrusion to .050" by trimming and rounding the tip of the pin.
This takes about 1/4 the time compared to making the pin in one piece. The decapping pins are cheap and can be replaced easily by driving and staking in a new one.
Warning: experimenting with various centerfire firing pin configurations, I was able to create a hazardous condition that should be avoided.
If making a centerfire pin assembly as described above, be sure there is no condition under which the assembly can wedge against the cocked striker with the pin protruding from the bolt face. Such a condition could result in firing out-of-battery.
This condition can be easily avoided by making sure the completed assembly is no more than 0.90" long AND that with the striker in cocked position there is clearance between the flat end of striker and the centerfire pin assembly when the front of the pin is positioned flush with the bolt face. If you're not sure about avoiding this hazard, please try one of the other conversion methods described elsewhere.
The point where clearance is essential is indicated below:
Additional insurance is to cut a significant chamfer at the back of the assembly where the striker enters and to make sure the flat end of the striker has a nice smooth rounded edge.
--------------------------------------------------------------------------------
Since there's possibly some confusion about critical dimensions, I'll go over them in detail below -
Shown above are an original M78 RF pin, an all-metal CF pin/holder assembly, and a Nylon pin holder with steel pin. The first critical dimension is the clearance from the front of the uncocked striker to the rear of the bolt web (a). The distance from the front of the firing pin "body" to the rear impact surface of the firing pin (A) must be no greater than the space it will occupy in the bolt. If it is, the striker will come to rest on the firing pin rather than on its cocking shoulders - making it possible to fire with the bolt not fully locked.
Firing pin protrusion depends on the length of the pin itself (B) and should be no more than the distance from the uncocked striker to the bolt face (d) plus about .050" - for the total shown at (b). Note that this is the same as on the rimfire pin.
If a rigid metal CF pin (one-piece or two) is used, its overall length (C) should be less than the distance from the cocked striker to the bolt face (c - below) to preclude any chance the pin will become wedged in front of the striker with its tip protruding from the bolt face (which could cause a slam-fire).
The Nylon pin holder was very easy to make (from a "Nylabone Pet Pacifier"). The small hole for the RCBS headed decapping pin was drilled smaller (.065") than the pin itself (.070"), for a reasonably tight friction fit - while still allowing it to be retracted as shown below for insertion in the bolt slot.
Because of the slightly flexible material, the Nylon holder is probably less critical about clearances. It's not rigid enough to allow the pin to jam in a hazardous position.
Author: Eric "Parashooter"
Collector's Comments and Feedback:
NOTE: MILSURPS.COM in no way endorses any illegal conversions of firearms. In Canada, the standard Vetterli rimfire rifle is classified as an antique and does not have to be registered. However, if one converts their Vetterli to a centerfire rifle, then it MUST be verified and registered with the CFC. It is the obligation of the Vetterli owner to ensure that any conversion is carried out properly and inspected by a competent gunsmith, verified and then the appropriate registration documents are submitted to the CFC.
Simplified centerfire conversion instructions.
Converting the Swiss Vetterli to centerfire is easy. First mark the center of the bolt face with a center punch. Then drill it through with a 5/64" (or #49) drill and stone off any burrs. The bolt is soft steel and easy to drill. A hardwood block drilled for the rear end of the bolt will hold it vertical in a drill press, but it can be done with a hand drill if you're careful to keep the hole straight.

The firing pin itself can be made from a headed decapping pin or even a common nail. To keep it from falling out of the slot in the bolt when the striker is cocked, a simple U-shaped plastic holder is needed. Nylon is good material, but even a piece of shotshell will do. The pin should be a friction-fit in the holder.
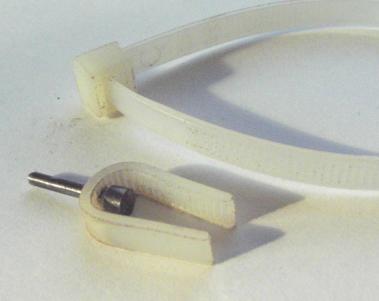

The firing pin should be trimmed so it protrudes about .050" from the bolt face when its head is resting on the uncocked striker (with the bolt assembled). Put a nicely-polished hemispherical working end on it like any other centerfire pin.

Although the .348 Win. rim is slightly undersized, cases work OK and headspace is acceptable. I've fired a lot of them in Vetterli and Peabody rifles with no problems. Buffalo Arms can provide formed cases or it's not difficult to make them yourself.
1. .348 case re-formed. (Some chambers need bases filed/turned slightly smaller.)
2. Excess sawed off and trimmed to 1.5".
3. Loaded with common .44 revolver bullet.
4. 45/70 brass is pretty undersized at the base.
Short pistol bullets won't feed from the magazine. Longer bullets or longer cases are needed for that. Overall length of 2.2", flat-nose, and good crimp are critical for magazine use.
Bullets about 310 grains with a charge of 19.5 grains of SR4759 approximate the original load and will shoot near the sight graduations at 200 yards and beyond. For shorter ranges, a detachable wire sight extension is helpful.
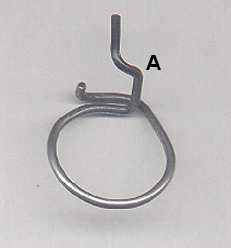

Adjust windage by bending at "A"
Converting the Swiss Vetterli to centerfire is easy. First mark the center of the bolt face with a center punch. Then drill it through with a 5/64" (or #49) drill and stone off any burrs. The bolt is soft steel and easy to drill. A hardwood block drilled for the rear end of the bolt will hold it vertical in a drill press, but it can be done with a hand drill if you're careful to keep the hole straight.
The firing pin itself can be made from a headed decapping pin or even a common nail. To keep it from falling out of the slot in the bolt when the striker is cocked, a simple U-shaped plastic holder is needed. Nylon is good material, but even a piece of shotshell will do. The pin should be a friction-fit in the holder.
The firing pin should be trimmed so it protrudes about .050" from the bolt face when its head is resting on the uncocked striker (with the bolt assembled). Put a nicely-polished hemispherical working end on it like any other centerfire pin.
Although the .348 Win. rim is slightly undersized, cases work OK and headspace is acceptable. I've fired a lot of them in Vetterli and Peabody rifles with no problems. Buffalo Arms can provide formed cases or it's not difficult to make them yourself.
1. .348 case re-formed. (Some chambers need bases filed/turned slightly smaller.)
2. Excess sawed off and trimmed to 1.5".
3. Loaded with common .44 revolver bullet.
4. 45/70 brass is pretty undersized at the base.
Short pistol bullets won't feed from the magazine. Longer bullets or longer cases are needed for that. Overall length of 2.2", flat-nose, and good crimp are critical for magazine use.
Bullets about 310 grains with a charge of 19.5 grains of SR4759 approximate the original load and will shoot near the sight graduations at 200 yards and beyond. For shorter ranges, a detachable wire sight extension is helpful.
Adjust windage by bending at "A"
 Reply
Reply
 Countries
Countries Categories
Categories