Poste #175 par Claven2 (Moderator) tel que posté le 13 novembre 2008, 05:28 PM
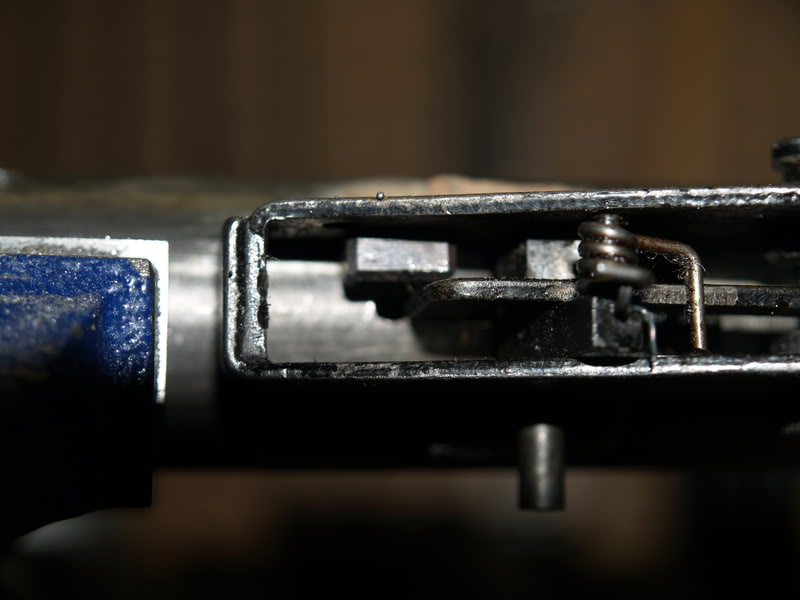
C’est le temps pour un peu d’histoire sur la Sten. Certaines Sten souffraient de ce qu’on appelle le « chargeur tombant » ("droopy mag") ce qui était le symptôme soit du levier de blocage du couloir d’alimentation (mag well plunger) usé ou, plus fréquemment, le trou de la douille du canon (barrel nut hole) devenu oblong avec le temps. Le résultat en était souvent la mise au rebus de l’arme, ou parfois un nouveau puit d’alimentation (mag box) plus épais ou un nouveau levier de blocage du couloir d’alimentation (plunger pin).
Puisque nous ne sommes pas des militaires avec plusieurs pièces de remplacement, cela peut être utile de savoir comment réparer un « chargeur tombant » (droopy mag). Aussi, cette réparation peut être utilisée pour une légère correction si, comme moi, vous soudez la douille légèrement de travers sur un de vos projets... oups! Mais nous pouvons le réparer, nous avons la technologie...
Premièrement nous devons percer le trou à un diamètre légèrement supérieur, dans ce cas-ci 7/16", et nous lui faisons des filets. Ensuite nous y vissons un boulon ou une vis du diamètre approprié mais qui ne soit PAS plaqué zinc et que nous aurons libéralement enduit de lock-tite permanent (le rouge si je me souviens bien). Ne filetez pas de part en part, laissez les filets du bas serrés afin d’obtenir une bonne adhérence au trou. Ne passez pas de part en part dans le trou pour le canon (barrel), arrêtez à l’égalité du trou afin que le canon (barrel) puisse encore y entrer!
Tronçonnez la tête et égalisez-la légèrement sous la surface environnante avec une lime:
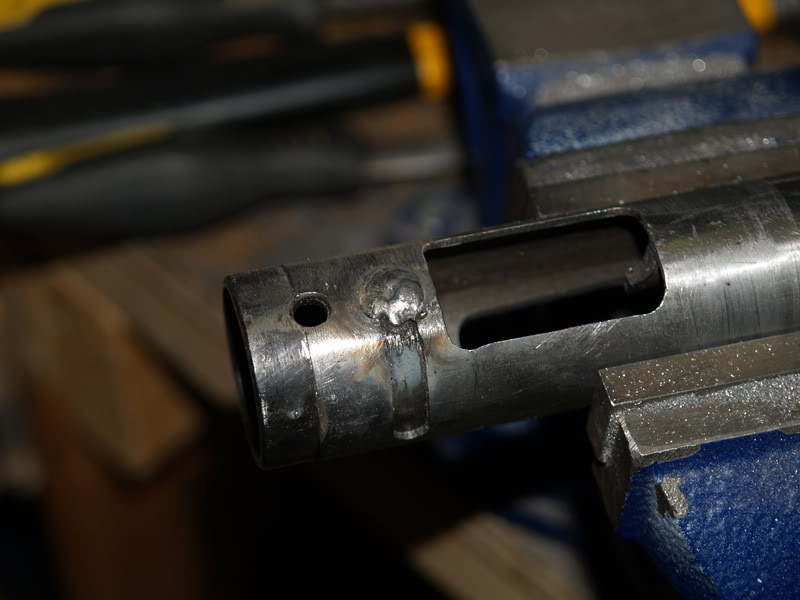
Maintenant montez l’ampérage de votre soudeuse MIG et faites un bon point bouchon bien pénétrant (deep plug welding):
Limez pour atteindre le contour du tube:
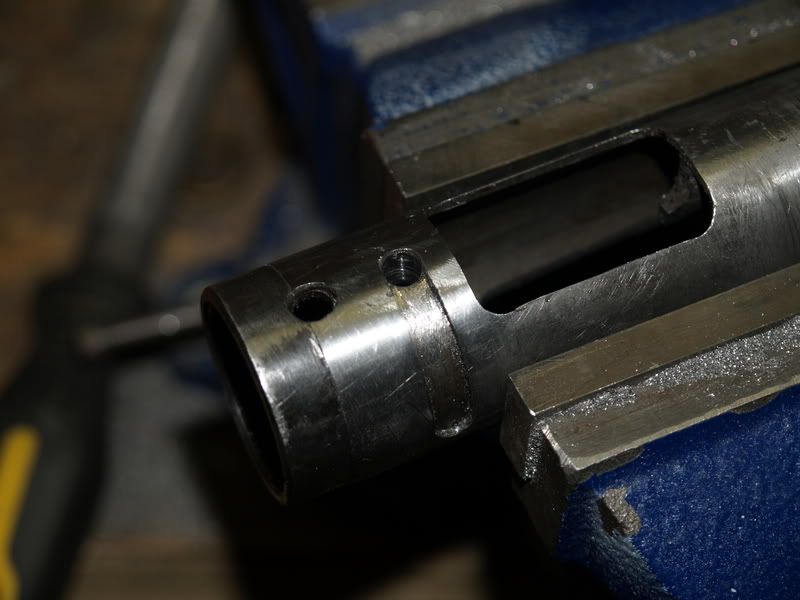
Percez le trou de nouveau et nettoyez le canal avec la fraiseuse (mill). PERCEZ DE FAÇON PRÉCISE ET ATTENTIVEMENT. Commencez par un foret (drill bit) de diamètre inférieur et terminez par un autre de la bonne dimension. Il se pourrait que vous ayiez à chauffer (spot-aneal) la soudure si celle-ci se révèle trop dure.
Bonne chance!
__________________
Союз нерушимый республик свободных Сплотила навеки Великая Русь. Да здравствует созданный волей народов Единый, могучий Советский Союз!Information

Warning: This is a relatively older thread
This discussion is older than 360 days. Some information contained in it may no longer be current.
- Knowledge Library

- MKL Entry of the Month
- Australia
- Austro-Hungarian Empire
- Canada
- Czechoslovakia
- Denmark
- Finland
- France/Belgium
- Germany
- Italy
- Japan
- Norway
- Russia
- South America
- Sweden
- Switzerland
- Turkey
- United Kingdom
- United States
- Yugoslavia
- Is my rifle authentic or a fake?
- Jay Currah's Lee Enfield Web Site
- On-line Service Records (Canada)
- Technical Articles/Research
- Forum
- Classifieds
- What's New?
-
Photo Gallery
- Photo Gallery Options
- Photo Gallery Home
- Search Photo Gallery List
-
Photo Gallery Search
- Video Club
- iTrader




 Register To Reply
Register To Reply