








Je vous présente en français une traduction intégrale du tutoriel de stencollector et de Claven2 sur la fabrication d'une SAS-3 Mk2. Versions restreinte ET non-restreinte. Mais d'abord je vous donne à lire ces petits "pictionnaires" sur les pièces de Sten Mk2.
Puissiez-vous apprécier autant que moi l'excellent travail de nos confrères anglophones ainsi que l'ouverture d'esprit des administrateurs de ce site.
Thank you Claven2 (Moderator), stencollector (Advisory Panel) and Badger (Administrator)
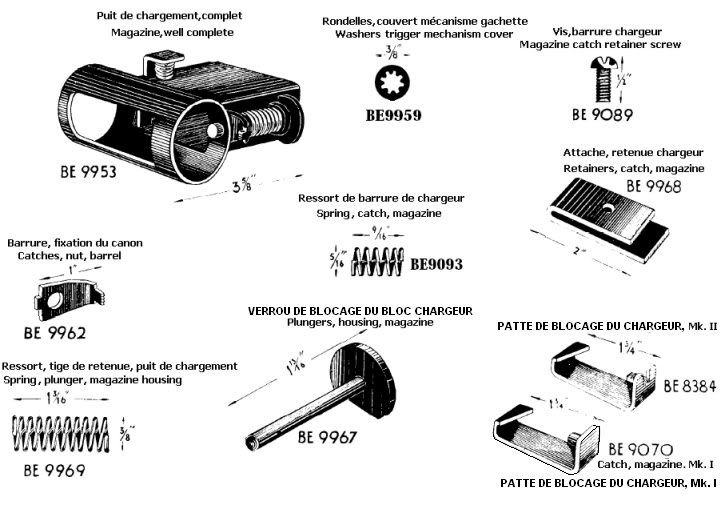
Puit de chargement et ses accessoires
Détente au autres pièces en relation
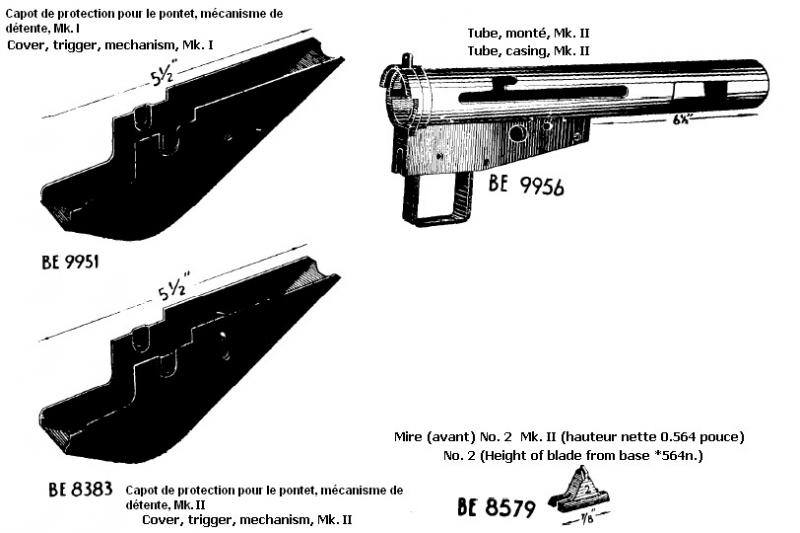
Tube et ensemble de la détente
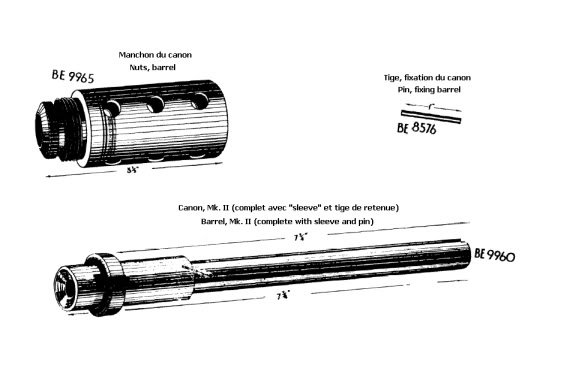
Canon et manchon
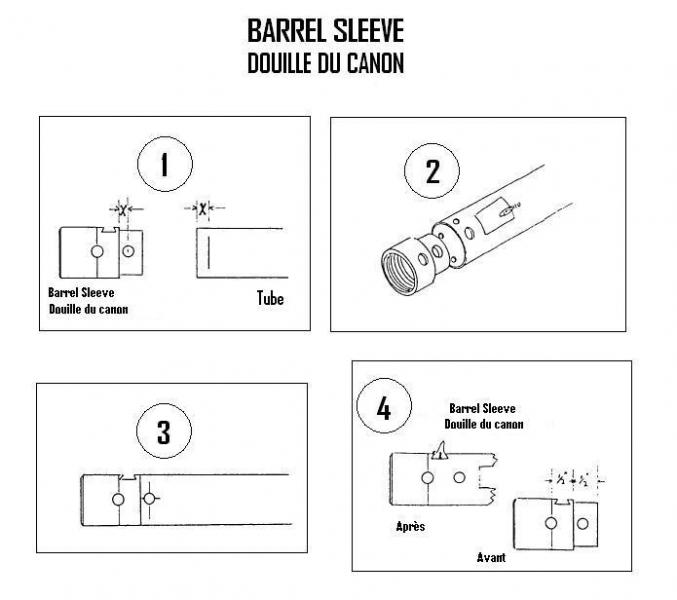
Douille du canon
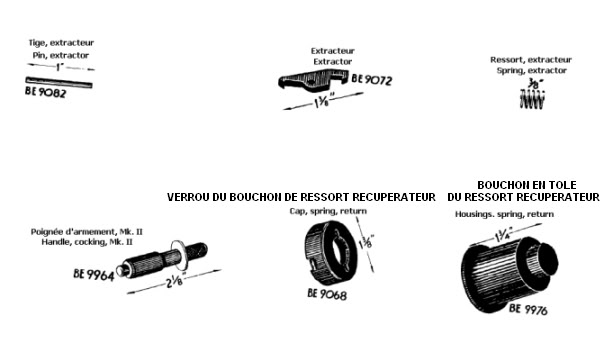
Extracteur, levier d'armement etc.
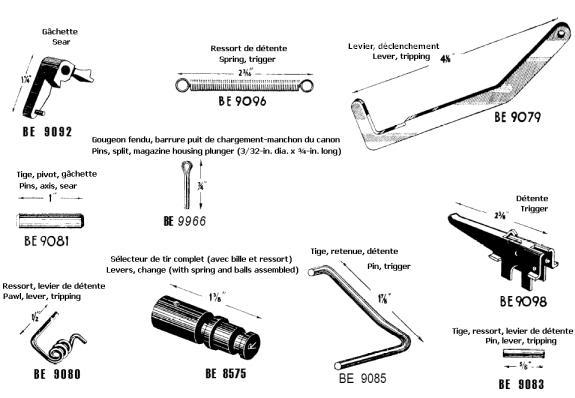
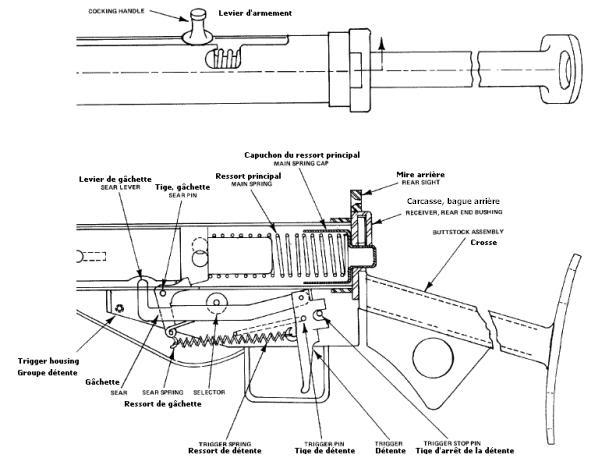
Détente, pièces relatives
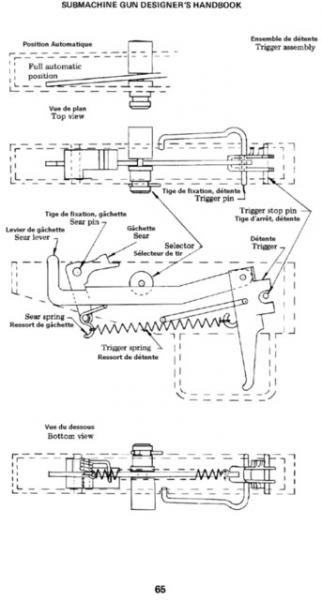
Gâchette, sélecteur de tir etc
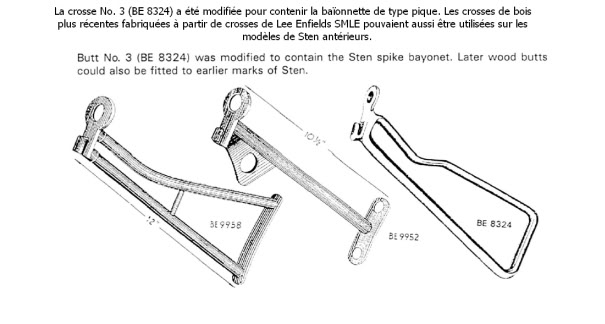
3 types de crosse
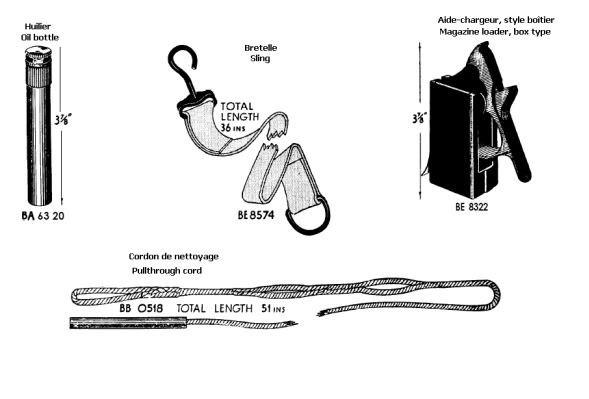
Quelques accessoires
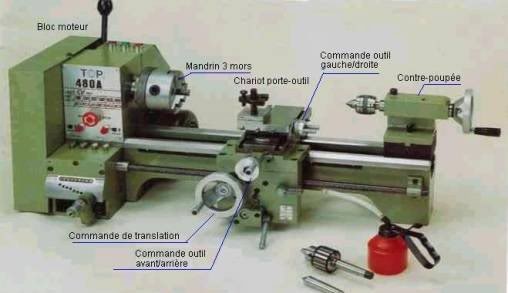
SECTION PIÈCES DE TOUR À FER
Maintenant en français:
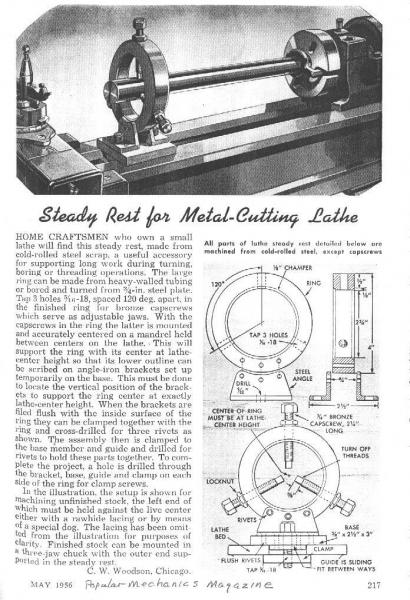
Lunette fixe - Steady rest
OFFICIAL PARTS DEFINITIONS: NOMS OFFICIELS DES PIÈCES:
BE 9952 : Crosse pour STEN Mk.II et Mk.III.
BE 9958 : Crosse type Mk.I n°2 pour STEN Mk.I
BE 9955 : Carcasse Mk.I pour STEN Mk.I
BE 9956 : Carcasse Mk.II pour STEN Mk.II
BE 8387 : Carcasse Mk.III pour STEN Mk.III
BE 9963 : BE 8579, BE 8580 : Guidon n° 1 (.53"), n° 2 (.56"), n° 3 (.59").
BE 9951 : Capot (ou couvre mécanisme de détente) Mk.I pour STEN Mk.II
BE 8383 : Capot (ou couvre mécanisme de détente) Mk.II pour STEN Mk.II et Mk.III
BE 9077 : Garde-main pour STEN Mk.I
BE 9086 : Vis de poignée longue pour STEN Mk.I
BE 9087 : Vis de garde-main courte pour STEN Mk.I
BE 9074 : Poignée avant pour STEN Mk.I
BE 9069 : Support de poignée avant pour STEN Mk.I
BE 9953 : Couloir d’alimentation pour STEN Mk.II
BE 9962 : Verrou de manchon de canon pour STEN Mk.II
BE 9969 : Ressort du verrou de couloir d’alimentation pour STEN Mk.II
BE 8388 : Rivet d’éjecteur pour STEN Mk.III
BE 9089 : Vis de l’étrier de retenue du verrou de chargeur pour STEN Mk.II
BE 9959 : Rondelle d’arrêt de la vis d’éjecteur pour STEN Mk.II
BE 9093 : Ressort de verrou de chargeur pour STEN Mk.I, Mk.II & Mk.III
BE 9967 : Verrou de couloir d’alimentation pour STEN Mk.II
BE 9071 : Ejecteur pour STEN Mk.I & Mk.III
BE 9968 : Etrier de retenue du verrou de chargeur pour STEN Mk.II
BE 8384 : Verrou de chargeur Mk.II pour STEN Mk.I, Mk.II & Mk.III
BE 9070 : Verrou de chargeur Mk.I pour STEN Mk.I, Mk.II & Mk.III
BE 9082 : Goupille ou axe d’extracteur pour STEN Mk.I, Mk.II & Mk.III
BE 9961 : Culasse type Mk.I* pour STEN Mk.I, Mk.II & Mk.III
BE 9066 : Culasse type Mk.I pour STEN Mk.I
BE 9072 : Extracteur pour STEN Mk.I, Mk.II & Mk.III
BE 9094 : Ressort d’extracteur pour STEN Mk.I, Mk.II & Mk.III
BE 9068 : Bouchon du ressort récupérateur pour STEN Mk.I, Mk.II & Mk.III
BE 9976 : Coupelle du ressort récupérateur pour STEN Mk.I, Mk.II & Mk.III
BE 9964 : Levier d’armement Mk.II pour STEN Mk.I, Mk.II & Mk.III
BE 9078 : Levier d’armement Mk.I pour STEN Mk.I
BE 9095 : Ressort récupérateur pour STEN Mk.I, Mk.II & Mk.III
BE 9092 : Gâchette type Mk.I pour STEN Mk.I, Mk.II & Mk.III
BE 9096 : Ressort de rappel de détente pour STEN Mk.I, Mk.II & Mk.III
BE 9079 : Séparateur pour STEN Mk.I, Mk.II & Mk.III
BE 9966 : Goupille fendue de maintien du sélecteur de tir (diamètre 3/32", longueur 3/4") ; également goupille d’arrêt du verrou du couloir d’alimentation de la STEN Mk.II. Pour STEN Mk.I, Mk.II & Mk.III
BE 9081 : Axe de gâchette pour STEN Mk.I, Mk.II & Mk.III
BE 9080 : Cliquet de séparateur pour STEN Mk.I, Mk.II & Mk.III
BE 8575 : Sélecteur de tir pour STEN Mk.I, Mk.II & Mk.III
BE 9085 : Axe de détente pour STEN Mk.I, Mk.II & Mk.III
BE 9098 : Détente (ou queue de détente) pour STEN Mk.I, Mk.II & Mk.III
BE 9083 : Axe de séparateur pour STEN Mk.I, Mk.II & Mk.III . Egalement axe de cliquet de séparateur sur la gâchette.
BE 9073 : Cache flammes pour STEN Mk.I
BE 9965 : Manchon de canon pour STEN Mk.II
BE 9097 : Anneau de bretelle pour STEN Mk.I
BE 8573 : Vis de fixation du canon pour STEN Mk.I
BE 9065 : Canon pour STEN Mk.I
BE 9960 : Canon pour STEN Mk.II
BE 8576 : Goupille de fixation du canon pour STEN Mk.II
BE 8345 : Corps de chargeur.
BE 9992 : Ressort du chargeur
BE 9988 : Planchette élévatrice (ou transporteur) type Mk.II
BE 9989 : Plaquette de verrouillage du talon de chargeur.
BE 9099 : Chargeur (ou boîtier chargeur) type Mk.I, 32 coups.
BE 9979 : Fond de chargeur (ou talon de chargeur).
BE 8322 : Chargette type Mk.II
BE 8574 : Bretelle pour STEN Mk.II et Mk.III 1er type
BB 0518 : Lavoir à ficelle type Mk.IV
BA 6320 : Huilier type Mk.V
BB 0521 : Grillage fin en acier
AA 1657 : Bretelle de fusil en toile, pour STEN Mk.I
J. SavoieInformation

Warning: This is a relatively older thread
This discussion is older than 360 days. Some information contained in it may no longer be current.
- Knowledge Library

- MKL Entry of the Month
- Australia
- Austro-Hungarian Empire
- Canada
- Czechoslovakia
- Denmark
- Finland
- France/Belgium
- Germany
- Italy
- Japan
- Norway
- Russia
- South America
- Sweden
- Switzerland
- Turkey
- United Kingdom
- United States
- Yugoslavia
- Is my rifle authentic or a fake?
- Jay Currah's Lee Enfield Web Site
- On-line Service Records (Canada)
- Technical Articles/Research
- Forum
- Classifieds
- What's New?
-
Photo Gallery
- Photo Gallery Options
- Photo Gallery Home
- Search Photo Gallery List
-
Photo Gallery Search
- Video Club
- iTrader

 Register To Reply
Register To Reply